提供整体锂电设备解决方案
电池整套实验设备生产制造企业
热情欢迎您来电咨询电池设备相关问题!
咨询电话:400-027-6118
咨询电话:400-027-6118
Product center
> 您当前的位置: 主页 > 产品中心 > 实验室设备(按工艺分) > 压片/辊压设备 >

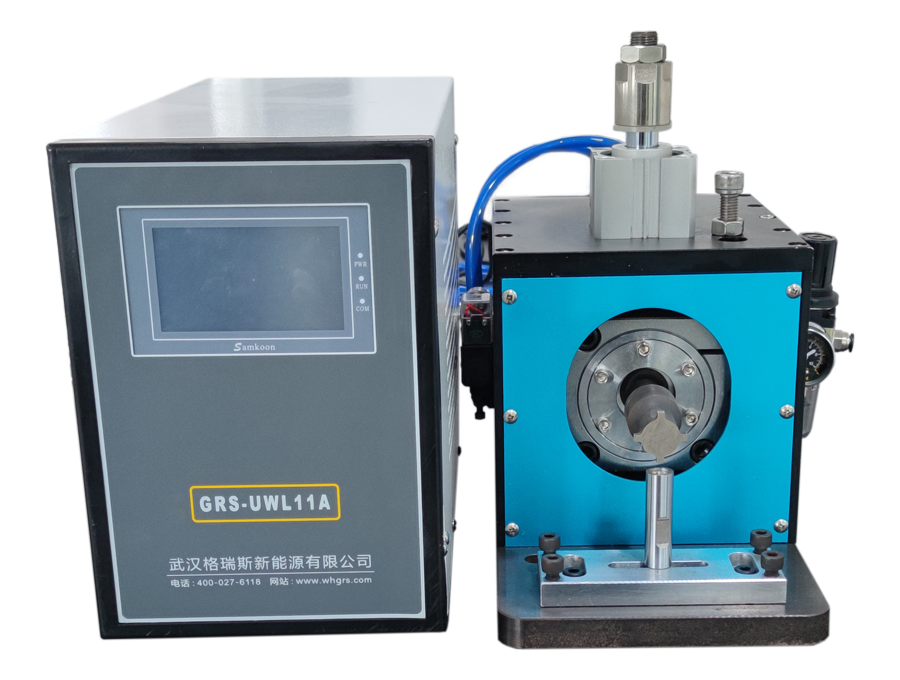
300×350连续对辊机
| 本机口字型整体铸造 45#钢机架,大滑块结构,轴承受力大,变形小,轧制力度大,轧片速度高; 采用恒压力、限间隙压制方式,可连续压制间歇涂布的电池极片。压力稳定,轧辊圆柱 |
| 序号 | 名称 | 备注 |
| 1 | 轧辊:9Cr2Mo; | |
| 2 | 墙板材质:45#; | |
| 3 | 机器外壳:冷轧板,1.5mm 以上 | |
| 4 | 触摸屏 | 昆仑通态 |
| 5 | 辊缝调整步进电机 | 杰美康 |
| 6 | 模拟量输入/输出模块 | 日本三菱 |
| 7 | PLC | 日本三菱 |
| 8 | 轧辊变频器 | 海普蒙特 |
| 9 | 油缸 | 象力/ft西高行 |
| 10 | 液压升压系统: | 美国 ENERPAC; |
| 11 | 减速机 | 国茂/澳太 |
| 12 | 轴承:轧辊专用轴承 | 瓦房店 |
| 13 | 齿轮:精磨齿轮,精度 0.8 级。 | |
| 14 | 气缸 | 亚德客 |
| 15 | 电气元件 | 正泰 |
...

...

除湿机组及洁净房现场施工图...
| 欢迎咨询服务热线: | 电子邮箱:[email protected] |
| 400-027-6118 | 详细地址:武汉东湖新技术开发区光谷大道3号 |
© 2017 2024新澳门原料免费 版权所有 备案号:鄂ICP备18001426号-1