设备规格 :
1) 轧辊尺寸:φ500mm×550mm;
2) 轧辊转速:2~11rpm,无级变速可调;
3)最大工作压力:500KN-3000KN;
4)电源要求:380V/50Hz,功率约28KW;
5)压缩空气:压力0.5Mpa~0.7Mpa,流量:0.04M
3/min;
6)连线设备总重量:约18T,
设备安装地面承重要求:>2.5T/m
2,并在设备底部放置垫板。
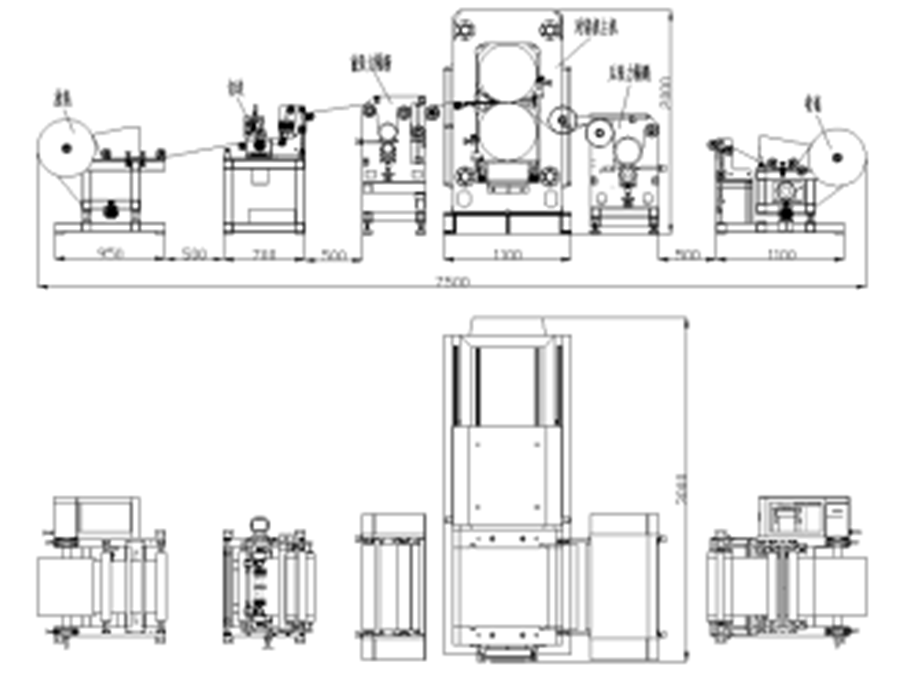
7)连线设备尺寸:7500×3000×2000mm.
设备性能指标:
1) 最大轧制力:3000KN(300吨);
2) 机器速度:3~17m/min
3) 极片或箔片类型:铜或铝等有色贵重金属
4) 极片宽度:250mm~500mm;
5) 轧制后极片均匀度:±0.002mm(达到涂布机±0.003mm条件下)
6) 极片预制张力:2.3~23kg(无级调整)
7) 压辊布局:两辊垂直布置
8) 压辊尺寸:Φ500×550mm
9) 辊压机预置线压力:5.0t/cm
辊压机两辊压力:3000KN
10) 芯轴及电极卷尺寸
a) 芯轴材料:金属、纤维或塑料
b) 芯轴尺寸:收卷、放卷芯轴内径(3英寸)
c) 芯轴长度:≥550mm
d) 料卷尺寸:≤Ф500mm
e) 卷重:不大于400kg
f) 极片过辊:外径Ф80mm薄壁涂硬铝辊
g) 操作环境:无危险(注意机器上的安全提示)
h) 机器外观:按供方标准颜色
11) 轧辊表面光洁度:表面粗糙度为0.2μm(近似镜面);
12) 轧辊热处理:轧辊硬度:HRC65~68,轧辊调质:HB280-300,淬火深度≥18MM、轧辊圆柱度≤±0.002mm,轧辊为上市公司中钢集团邢台股份有限公司(提供检验原件报告);
13) 轧辊轴承采用p52高精度轴承
14) 轧辊调整间隙:伺服电机调间隙,范围0-2mm可调;
15) 极片辊压方式:采用有间隙、有预压力的连续辊压方式;预压力采用液压施压方式最大预压力:3000KN,采用油压恒压力、限间隙工作方式,采用液压增压方式产生油压;
16) 轧辊传动方式:采用活节联轴器上、下辊分别独立驱动方式,并且在轧制连续涂布还是在间隙涂布极片运行平稳,无冲击或爬行;
17) 切边刀具为拼装结构;
18) 收放卷机性能指标:
a: 极片参数: 筒芯为φ76 mm,放卷最大直经为500 mm
极片最大宽度500mm
b: 放卷参数: 放卷时极片张力控制精度为5%
张力调节(设定)范围 0.5~3.5Kgf
c: 边缘控制: 纠偏控制精度为≤±0.2mm
d: 张力调节:25N。
设备主要部件配置:
|
一、材料 |
备注 |
|
1. 轧辊材料:Cr3/Cr5; |
中钢集团邢台轧辊股份有限公司,并且提供检验报告 |
|
2. 墙板材质:45#; |
|
|
3. 机器外壳:A3,1.5mm以上; |
|
|
4. 气涨轴:铝合金,3英寸; |
|
|
5. 收放卷机架:方钢A3; |
|
|
6. 过辊:采用氧铝合金辊,镀铬过辊; |
|
|
7. 齿轮:精磨齿轮,精度0.8级。 |
|
|
|
|
|
二、标准主要元器件 |
|
|
1) 触摸屏 |
昆仑通泰 |
|
2) 伺服系统 |
东元、富士 |
|
3) 模拟量输出模块 |
东元、富士 |
|
4) 液体压力传感器:TPT505 |
深圳 |
|
5) 轧辊变频器 |
三菱、台达 |
|
6) PLC |
三菱、松下、欧姆龙 |
|
7) 液压升压系统 |
美国ENERPAC、美国SC、其他 |
|
8) 调节减速机: |
东力,迪克、其他 |
|
9) 收放卷纠偏: |
Pausource、东登 |
|
10) 轴承:P52高精度轧辊轴承 |
瓦房店、北轴 |
|
11) 分边刀具: |
陕西 |
设备配套:
极片连轧生产线主要由放卷机、切边除尘机、前张力隔断、油压对辊机、后张力隔断、收卷机、电控系统、液压系统、纠偏装置等组成。
1.
放卷机:
本装置用来支承待轧制的卷料,并将其输送到轧机进行轧制。本装置由机架、纠偏装置、气涨轴、磁粉制动器及张力控制器、导辊等部分组成。
主要技术参数:
放卷轴:直径Ф76mm,有效长度550mm;带控制阀门气涨轴,配置充气枪;
最大放卷直径:Ф500mm;
张力控制器: 0~25N.m (可调);
纠偏设备:采用Pausource或东登控制系统,控制器精度±0.2mm(Re)。
2.
接带平台:
接带平台:由接片平板、压杆、气缸、导轨组成,与放卷机装置为一体;
接带方式:通过气缸带动压杆辅助完成接片操作;
接片宽度:550mm;
3.
切边除尘机:
切边除尘机由机架体、上切刀、下切刀、毛刷、吸尘器(用户自备)及浮动辊、导向辊等部分组成。主要功能是切除两边不涂布区域及边缘凸起部分,防止涂布部分与非涂布边缘部分在碾压过程中受力不同,导致延展不同出现的极片不平整状态。并通过毛刷清理料带上的粉尘,吸尘器吸走极片表面清理出的粉尘;通过浮动辊对张力的调节,减小极片的抖动。
主要技术参数:
切刀转速(max):70r/min
切边宽度:250 mm~500mm(连续可调)
4.
缓冲装置:
缓冲装置是由机架、固定导辊、浮动导辊、直线导轨等部分组成,目的用于在间隙极片轧片中减少极片抖动,防止断带。
辊压前缓冲与切边为一体组合,辊压后缓冲与收卷机连体一组。
5.
前后张力隔断:
前后张力隔断装置是由机架、固定导辊、浮动导辊、直线导轨、张力气缸、主电机驱动等部分组成,目的用于对进入轧辊之前的极片进行张力控制,减少起皱,也可以用于消除在间隙极片轧片中的间隙冲击,减少极片抖动,防止断带,极片加有气缸张力装置,可调节极片的张力大小,可以起到极片预延作用。 过辊选用表面硬氧化铝辊,后张力隔断过辊直径Ф160mm,表面高精度0.4。
6.
油压对辊机:
轧机是连轧生产线中的主要设备,由口字型整体铸造45#钢机架、轧辊副、万向联轴节、精密减速电机、液压系统、间隙调整系统、电气控制系统、送料护板及辊面清洁机构等部分组成。
主要功能是使极片在轧辊的碾压下,使极片达到合适的密实度,并根据涂布厚度达到极片厚度要求。本设备采用伺服电机驱动丝杠楔铁间隙调整结构调节轧辊间隙,线速度通过变频器调节实现无级调速。
主要技术参数:
设备整体尺寸(长*宽*高):约3000×1300×2000mm;
轧辊规格(辊面直径*辊面宽度):φ500×550mm;
轧辊辊面有效使用宽度:500mm;
轧辊转速:2~11rpm,无级变速可调;
轧辊材质: Cr3/Cr5 (中钢集团邢台);辊身表面硬度HRC≥65~68;轧辊调质HB280-300;淬火层深度≥18mm;轧辊径跳度≤±0.001mm;辊面粗糙度Ra=0.2;
轧辊面清洁:采用可调节深度的刀片调节装置,刀片为刮刀式结构,刮刀贴近辊面,进行自动清除辊粘附料,并带有收集盒,刀片清洁为上下辊两套;
整体空载径跳动≤±0.003mm;传动方式为活节联轴器传动;
主电机功率:(7.5KW+7.5KW)15KW (380V 50Hz);
轧制线速度:3~17m/min(变频调速);
液压缸行程10mm;最大轧制力为300T;两辊线压力0.45~5.0t/cm;
辊缝调节方式为中间楔块伺服调整液压恒压力压紧;辊缝调节范围:0~2mm;辊缝调整显示精度为0.001mm ,在触摸屏上显示;
轧辊轴承:P52四例高精度轴承
辊压机重量:约15t
设备颜色:供方标准颜色
设备布置方向:客户选择机型方向
7.
收卷机:
收卷机的作用是将经过辊压后的电极材料卷绕在芯轴上。本装置由机架、纠偏装置、气涨轴、收卷电机、磁粉离合器及张力控制器、导辊等部分组成。
主要技术参数:
1).收卷轴:气涨轴直径:Ф76mm 有效长度:550mm,带控制阀门气涨轴,配置充气枪
2).最大放卷直径:Ф500mm
最大承载能力:400kg
3).张力控制器: 0~25N.m (可调);
4).纠偏装置:采用Pausource或者东登控制系统,控制器精度±0.2mm(Re)。
8.
电器控制系统:
整套设备电器部分由电控柜上的操作面板控制,由辊压主电机变频器、收卷电机、液压系统、磁粉制动器、磁粉离合器、张力控制器等部分组成。
1) 放卷机由张力控制器通过磁粉制动器控制放卷张力。
2) 轧机由主电机驱动经减速机、活节联轴器传动带动轧辊转动,变频器控制实现变频调速。
3) 收卷机由收卷电机驱动带动收卷轴实现收卷。张力控制器通过磁粉离合器控制收卷张力。
4) 液压系统通过人机界面触摸屏调节控制油缸的升降带动碾压下辊的升降。
5) 收放卷纠偏控制通过驱动电机分别带动放卷机、收卷机纠偏装置工作完成收放卷纠偏控制。
6) 通过人机界面调节改变轧辊油压力;
7) 轧辊移动数值由人机界面屏显示;
8) 人机界面输入调节改变油压对辊机轧辊的间隙。